Каналы стандартного исполнения обычно бывают ниже, поэтому их
нужно поднять до
нужного уровня, заполнив эпоксидной смолой с алюминиевым порошком. Все
поверхности тщательно зачистим и заполируем.
Для доработки цилиндра выпрессуем чугунную гильзу. На газовой горелке
нагреем цилиндр до 300 градусов С, с помощью молотка через медную
оправку извлечем ее.
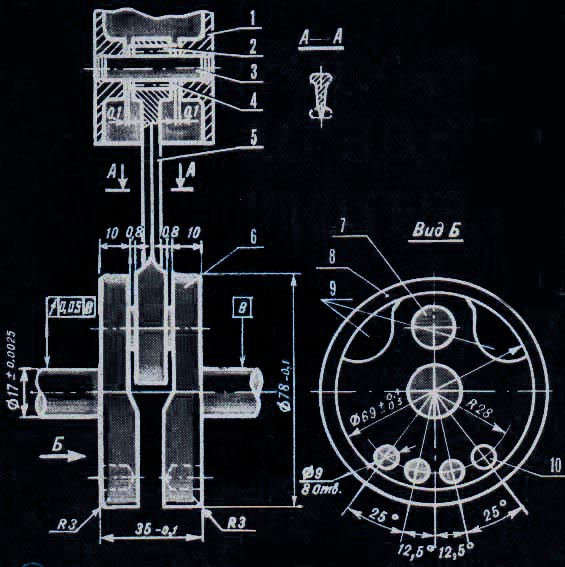
Напильником и надфилем выпилим в гильзе окна согласно развертке
цилиндра
Продувочные каналы
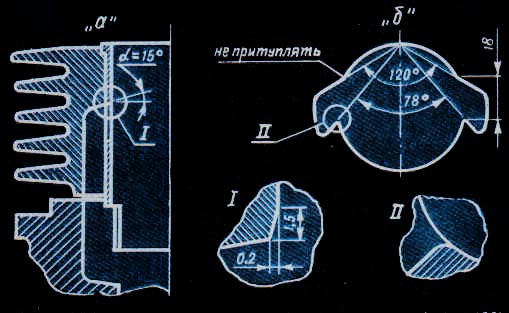
подгоним по цилиндру в продольном «а» и поперечном «6» сечении.
В алюминиевом цилиндре при помощи шарошек увеличим сечение продувочных
каналов по размерам гильзы. Подгоним сечение окон перепускных каналов в
плоскости разъема цилиндра и картера
При их расточке необходимо соблюдать симметричность.
Теперь можно приступить к запрессовке гильзы. Ставим их на ровную
поверхность. Цилиндр нагреем до 300—350 градусов С и наденем на гильзу
до полной посадки, следя за совпадением продувочных каналов с окнами.
Первые несколько секунд цилиндр и гильза свободно проворачиваются,
этого достаточно для совмещения отверстий.
Напильником снимаем фаски с кромок окон цилиндра
Сеч.1 и 11
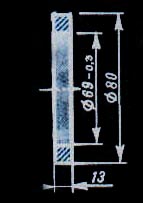
Если используется новый поршень, с помощью притира необходимо
подогнать гильзу до номинальных размеров (рис. 9), используя вначале
грубую, затем тонкую абразивные пасты. Добьемся, чтобы смазанный маслом
поршень от легкого усилия свободно перемещался. Зазор между поршнем и
гильзой — 0,05 мм.
По окончании доводочных работ проводим полировку всех каналов и окон.
Заканчивается первый этап сборки установкой в картере коренных
подшипников. Половинки картера нагреваем на электроплитке или в
воздушной бане до 70—80 градусов С. Затем запрессовываем подшипники.
Между половинками вкладываем заводскую прокладку, предварительно смазав
ее тонким слоем герметика ВГО-1, устанавливаем коленвал, собираем
коробку передач, завинчиваем все винты.
Подбираем поршень с одним стальным кольцом толщиной 1 мм и с диаметром
отверстия под поршневой палец 10мм
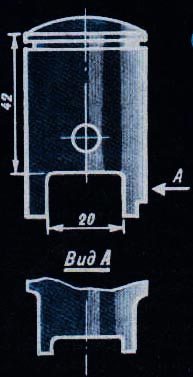
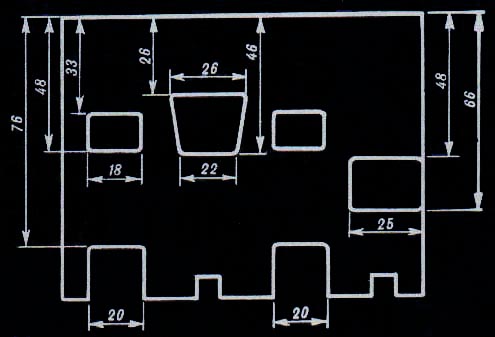
Для улучшения динамики газового потока со стороны впуска (вид
А) подрезаем юбку поршня по размерам впускного окна
в цилиндре. Увеличиваем ширину продувочных окон на поршне до 20мм,
выдерживая размер 42 мм.
Рекомендуем произвести притирку поршневого кольца в канавке. Для этого
установим кольцо на поршень и, смазав моторным маслом, вставим поршень
в цилиндр на глубину 10—15 мм. Вращая его, добьемся свободного
проскальзывания кольца в поршневой канавке. Затем, промыв поршень в
бензине, снимем кольцо и установим стопор. Для этой операции нужно
правильно произвести разметку — убедимся, что стопоры находятся в
местах, свободных от окон.
В поршне сверлим отверстие диаметром 0,8 мм на глубину 5 мм. Подбираем
стальную или латунную проволоку диаметром 1 мм, конец которой
обрабатываем на конус молотком. В нагретый до 100 градусов С поршень
забиваем маленьким молоточком стопор. Длинный конец откусываем, а
выступающую часть запиливаем надфилем до высоты, равной половине
канавки под поршневое кольцо.
Размер зазора в поршневом кольце устанавливаем 0,1—0,12 мм. Головку
поршня тщательно полируем.
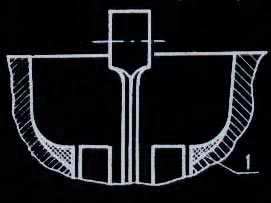
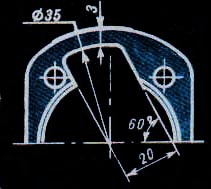
Для двигателя малых объемов широкое распространение получила камера
сгорания со смещенной сферой — «жокейская шапочка»
Весь объем камеры завариваем аргонной сваркой, предварительно
завернув в гнездо чистую ненужную свечу. Расточку новой камеры проводим
в четырехкулачковом патроне на токарном станке. Нарезаем резьбу
М14х1,25 под свечу зажигания. Тщательно полируем поверхность камеры.
Для уплотнения головки применяем свою алюминиевую прокладку.
Карбюратор берем с диаметром диффузора 28 мм. Главный жиклер — 1
20—125.
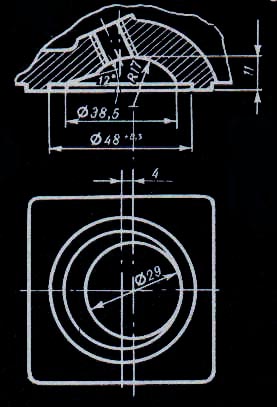
Правильно подобранная длина впускного патрубка дает возможность
использовать резонансные явления газового потока, что повышает
коэффициент наполнения цилиндра. Патрубок изготовлен из алюминия
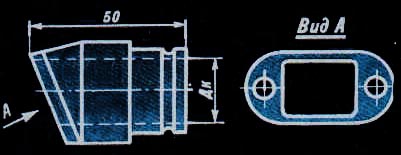
длина его 50 мм. С помощью напильника добьемся совпадения
каналов (вид А). Карбюратор закрепляем на впускном патрубке с помощью
дюритового шланга с внутренним диаметром 38 мм и стальными хомутами.
Для надежного крепления на патрубке и карбюраторе протачиваем канавки
шириной 3 мм и глубиной 1—1,5 мм.
Для воздушного фильтра подойдет поролон толщиной 5 мм. Фланец
изготовим из алюминия и напрессуем его на
карбюратор, зафиксировав штифтом. На фланце закрепляем каркас из
стальной проволоки, на который надеваем мешочек иа поролона.
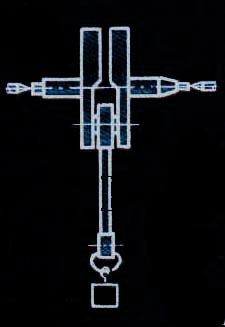
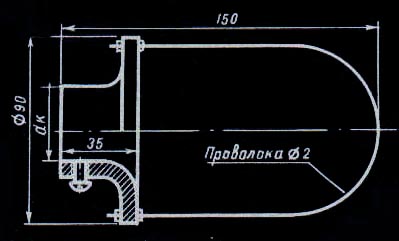
Глушитель в двухтактном двигателе оказывает существенное влияние на его
характеристики и мощность. Откажемся от стандартного и изготовим по

новый. Для колена подбираем трубу толщиной 1-1,5 мм с
внутренним диаметром 28 мм. Корпус изготовим из стального листа
толщиной 0,7-1 мм, стыки проварим газосваркой. Для крепления глушителя
к цилиндру выточим стальной фланец
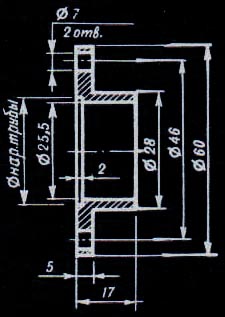
и приварим к впускному колену по месту. К цилиндрической части
глушителя приварим кронштейн из стали толщиной . 2-3 мм для его
крепления к раме. _
Корзины сцепления упрочит стальная полоска толщиной 1 мм, приваренная
контактной электросваркой по наружному диаметру.
Второй этап — сборка двигателя согласно заводской инструкции. При
установке цилиндра вырежем под него новую прокладку из ватмана, смазав
ее тонким слоем герметика ВГО-1. Проследим, чтобы прокладка и излишки
герметика не попалив продувочные каналы, а сама прокладка расположилась
вровень с окнами.
Впускной патрубок крепится на цилиндре двумя шпильками, прокладка также
вырезается из ватмана по размерам окна и смазывается герметиком ВГО-1.
Фланец глушителя крепится к цилиндру двумя шпильками, уплотнение —
асбестовая нить.
Обкатку форсированного двигателя производят согласно инструкции. Нельзя
перегружать двигатель, развивая максимальные обороты.
Регулировке подвергаются карбюратор и свеча зажигания. Опережение
зажигания устанавливаем—1,6 мм до верхней мертвой точки.
Регулировку карбюратора начинаем с богатой смеси и постепенно переходим
к бедной, избегая заклинивания или поломки поршня. Начнем операцию с
установки главного жиклера 120-125. Если прогретый двигатель на второй
передаче не работает на максимальных оборотах или на низких передачах
при максимальных оборотах дает перебои — это говорит об очень богатой
смеси. Уменьшим главный жиклер, взяв смежный размер.
Далее работу оцениваем по состоянию свечи и по максимально развиваемым
оборотам двигателя. После пробега 1-2 км на максимальной скорости
остановите двигатель и выверните свечу. Черный нагар на электродах и
корпусе говорит о чрезмерно обогащенной смеси. Обгоревшие электроды с
капельками расплавленного металла, белый изолятор и светлый корпус — о
бедной. При правильно подобранном составе электроды остаются сухими,
изолятор окрашен в кофейный цвет, а корпус в темно-серый, без следов
нагара.
Работу двигателя на режимах с минимально открытым дросселем определяют
жиклер и регулировочный винт холостого хода.
Карбюратор нужно отрегулировать так, чтобы двигатель переходил с одного
режима на другой плавно, без провалов мощности. И при быстром сбросе
ручки газа, не должен глохнуть.




 ,
,