Механическая абразивная доводка — наиболее распространенный
метод чистовой обработки, позволяющий заменить шлифование
в некоторых случаях — расточку , а иногда доводка является
единственно возможным методом обработки, обеспечивающим
высоко¬качественный поверхностный слой, требуемые размеры
и геометри¬ческую форму обработанных поверхностей в пределах
0,1—0,3 мкм.
 |
|
1. Для доводки стальных и чугунных деталей применяются
шлифпорошки и микропорошки из электрокорундов марок
13А—15А, 23А—24А, 37А, ЗЗА, 34А (соответственно
нормальный, белый, титанистый, хромистый), монокорунда
марок 44А, 45А (М8), карбида кремния марок 63С (К39,
К38, К37) с нормами зернового состава по ГОСТ 3647—71,
алмазные микропорошки марок АСМ, АСН, АМ зернистостью
60/40—1/0 (по ГОСТ 9206—70*), микропорошки из эльбора
ЛМ зернистостью М40—М1.
2. Для доводки хромированных и никасилевых поверхностей
— микропорошки на основе карбида кремния, карбида
бора, алмаза
3. Окончательную доводку деталей из стали и мягких
материалов (медь, алюминий и сплавы на их основе)
рекомендуется выполнять абразивными материалами
пониженной твердости — окись хрома, окись алюминия,
крокус и глинозем, прокаленный при 1200—1300° С.
Алмазные пасты по ГОСТ 16877—71 изготовляют из природных
(АМ) и синтетических (АСМ) алмазов. Пасты по содер¬жанию
алмаза выпускают нормальной (Н) и повышенной (П)
концен¬трации. Алмазные пасты изготовляются: а)
посмываемости— смываемые водой (В), смываемые органическими
растворителями (О), смываемые водой и органическими
растворителями (ВО); по консистенции — мазеобразные
(М) и твердые (Т). Шероховатость доведенной поверхности
и производительность процесса доводки увеличиваются
с ростом зернистости применявшихся микропорошков.
Наиболее распространенным материалом для притира
является серый чугун с ферритной, перлитной и перлито-ферритной
структурой. Чугунные притиры обычно изготовляют
из серого чугуна марок СЧ15-32, СЧ18-36, СЧ21-40
твердостью НЕ 100—200. Перлит¬ный чугун (НВ 130—170)
наиболее износостойкий, хорошо удерживает зерна
абразива и поэтому рекомендуется для шаржированным
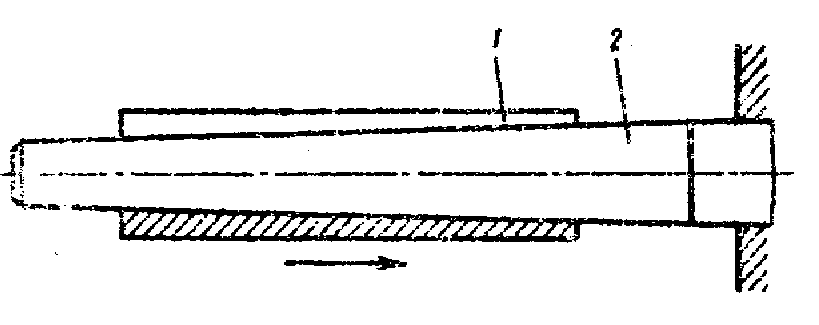
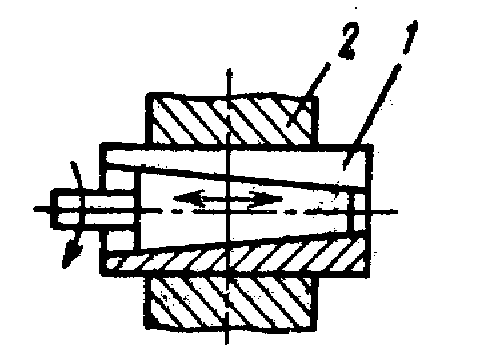
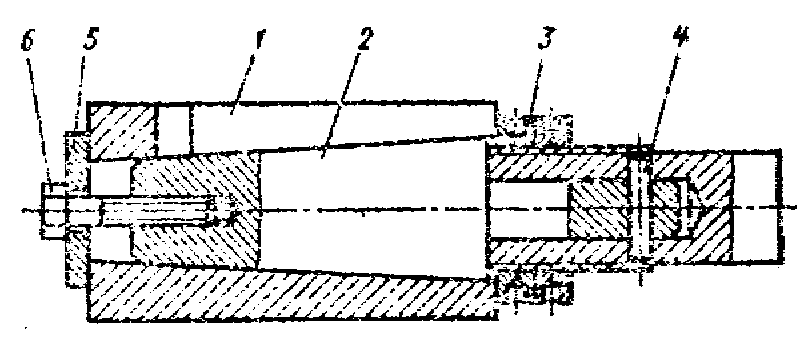
притиров. Доводку внутренних цилиндрических поверхностей
производят -цилиндрическими притирами двух типов:
нерегулируемыми (неразжимными) и регулируемыми (разжимными).
Для разжима притира в его конструкции предусмотрено
наличие прорези (паза) и внутреннего кольца с конусностью
обычно 1 : 50 и реже 1 : 30. Длину притира изготавливают
па 30—60% больше глубины обрабатываемого отверстия,
наружный диаметр втулки-притира в зависимости от
зернистости абразива выполняют на 0,05—0,020 мм
меньше диаметра обрабатываемо отверстия.
|
|
|
 |
|
Рассмотрим частный случай притирки внутренних
поверхностей . В качестве
обрабатываемой детали возьмём цилиндр от мотоцикла
«Минск», требующий восстановления геометрии
внутренней поверхности гильзы цилиндра.
|
|
|
|
С помощью нутромера определим характер износа
рабочей поверхности гильзы.
|
 |
|
Произведя ряд замеров замер в плоскости
перпендикулярной выпускному окну, увидим
что износ внутренней поверхности цилиндра
имеет форму бочки с максимальным
диаметром в районе выпускного окна и
с минимальным по краям гильзы, а так
же
ступеньку от поршневых колец в верхней
части гильзы. Проведя ряд замеров по
диаметру
заметим что внутренняя поверхность гильзы
цилиндра имеет форму эллипса.
Произведём анализ полученных данных
и выберем зерно пасты для притирку
поверхности.
При износе в диапазоне размеров 0.005-0.025
не требуется применение крупных паст
с величиной зерна более 0.10-0.17 мкм.
Так как после притирки останется плохое
качество поверхности. И данную обработку
лучше произвести сразу же чистовой пастой.
После притирки данной пастой полйчаеться
чистота поверхности Ra 0.63.
При износе в диапазоне размеров 0.025-0.075
оптимальной будет паста с величиной
зерна
0.17-0.25 . После предварительной обработки
крупной пастой необходимо оставить
припуск 0.01-1.015 на чистовую доводку
пастой с величиной зерна 0.10-0.17,
для
получения хорошей чистоты поверхности
Ra 0.63 .
При износе в диапазоне размеров 0.075-0.3
и выше необходимо применять трёх
ступенчатую притирку- пастой с величиной
зерна 30-42, пастой с величиной зерна
0.17-0.25 , и пастой с величиной зерна
0.10-0.17. При большем износе рекомендуется
предварительно расточить изношенную
поверхность с припуском на притирку,
но если
отсутствует возможность расточки любой
припуск на обработку можно снять притиром.
Время затраченное на обработку будет
зависеть от вашей физической силы ,
так как
процесс притирки тяжёлый особенно при
использовании паст с крупным зерном.
Установим притир в патрон токарного
станка.
|
|
|
|
Нанесём притирочную пасту на притир.
( желательно наносить деревянной палочкой)
|
 |
|
Наденем притир на цилиндр и настроим
притир гайкой так, что бы цилиндр
"подзакусывал” в конце притира
с нанесённой пастой. (процесс
притирки субъективный, и
могу передать только свои ощущения)
|
|
|
|
Включаем вращение станка, в пределах
80-100 об/мин., и взяв цилиндр
в руки совершаем
возвратно-поступательные движения
опытным путём добившись того чтобы
риски
оставляемые зерном располагались
под углом 45 град. друг к другу.
Если производить
притирку цилиндра так как показано
на рисунке то можно получить конусность
внутренней поверхности гильзы
в пределах 0.03мм. Если во время
притирки переворачивать цилиндр
то можно добиться практически
идеальной цилиндричности.
|
 |
|
В процессе притирки нутромером
производим контрольные замеры
для своевременной
смены зернистости пасты.
А также по мере снятия материала
увеличиваем гайкой
диаметр притира и добавляем
свежую пасту. Во время притирки
притир необходимо
смачивать керосином. После
окончания притирки промываем
цилиндр от притирочной
пасты зубной щёткой 5 раз
со сменой керосина так же
смыть притирочную пасту
из окон.
|
|
|
|
После притирки производим
окончательный замер внутренней
поверхности гильзы цилиндра
и записываем получившиеся
размеры , необходимые для
изготовления поршня. При
применении ремонтных поршней
необходимо производить обработку
до получения необходимого
зазора между поршнем и цилиндром.
| | | | |
|